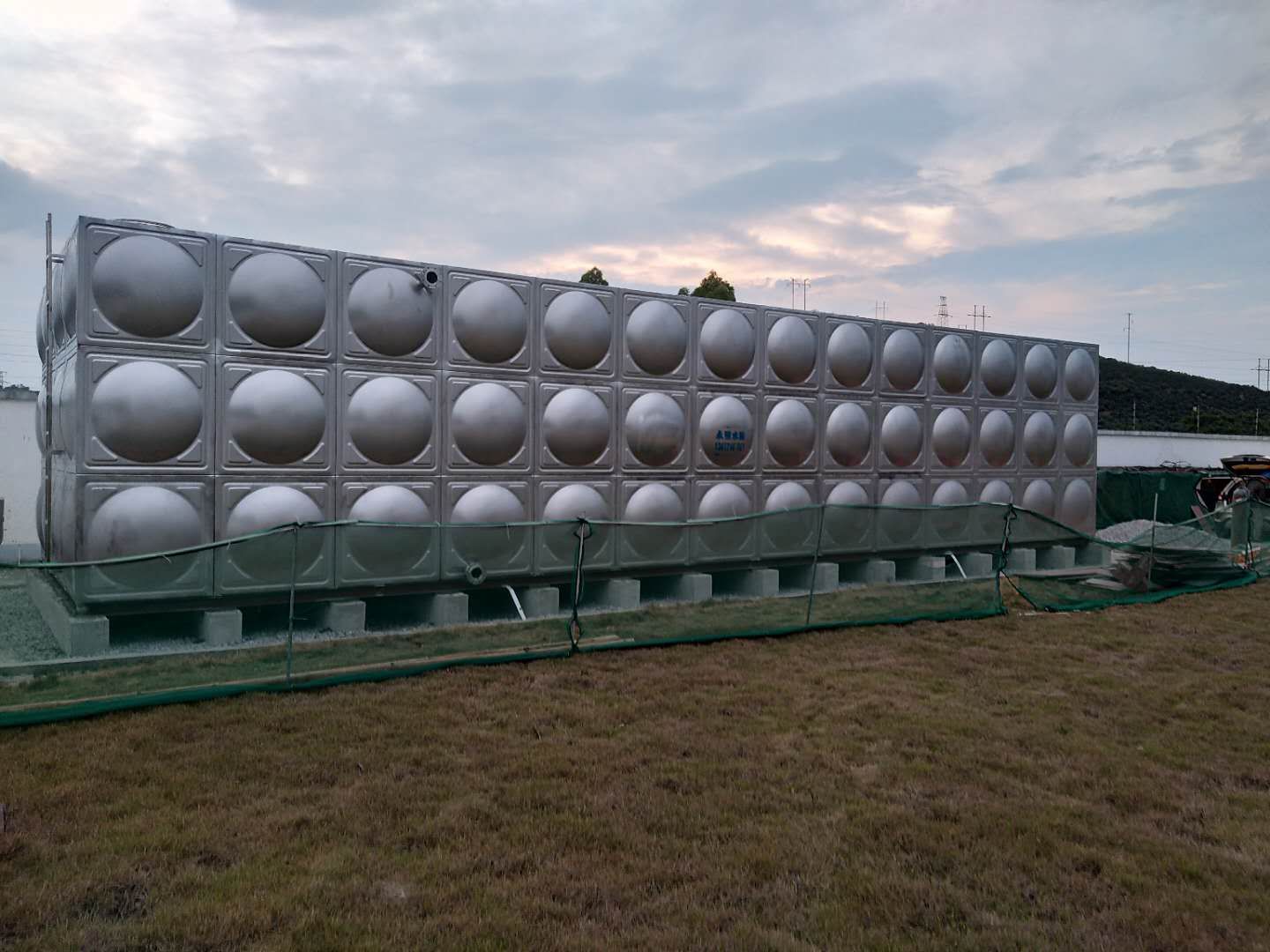
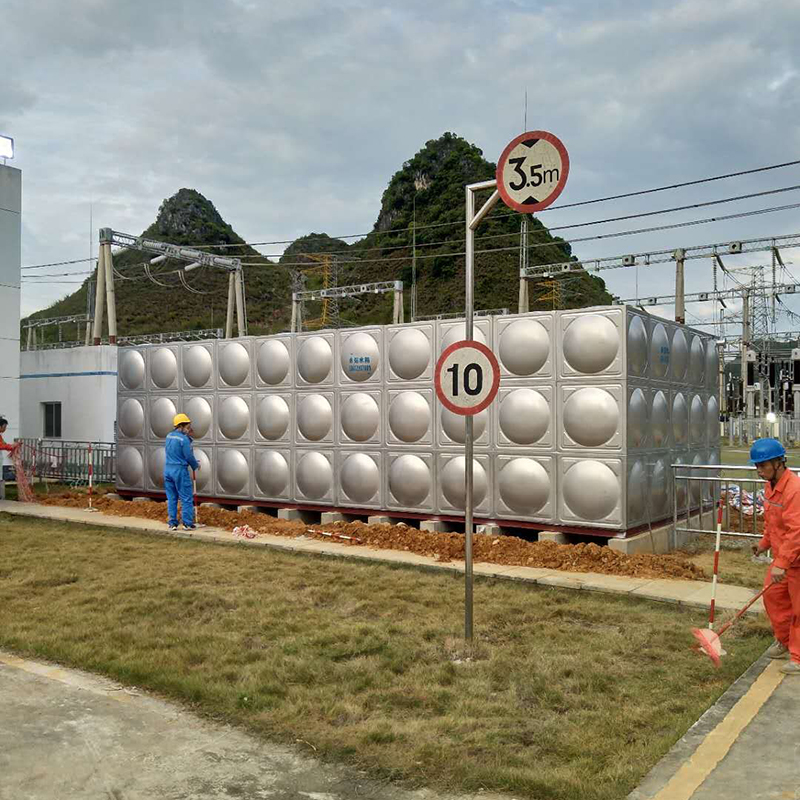
不銹鋼水箱是以不銹鋼板、彩鋼板等為表層,聚氨酯發(fā)泡或礦棉等為內(nèi)芯層,通過優(yōu)化組合,使內(nèi)外層共同達(dá)到好的保溫效果,另附角鋁或不銹角鋼固定成型,使水箱外形更加美觀,增強(qiáng)立體美感。其中內(nèi)層介質(zhì)可采用聚氨酯發(fā)泡、巖棉、礦棉(玻璃棉)、橡膠等,外層可采用不銹鋼板、鍍鋅板、彩鋼板等。保溫水箱常溫下24小時(shí)內(nèi)降溫在10度以內(nèi)(聚氨酯發(fā)泡在5度以內(nèi)),且不影響水箱內(nèi)水的質(zhì)量,適用于方形、圓形等,組裝方便,性能優(yōu)良,冷熱均可。人性化設(shè)計(jì),從1噸--100噸的規(guī)格齊全,可根據(jù)客戶需求,場(chǎng)地限制等,特殊尺寸可定做。
不銹鋼沖壓板
不銹鋼水箱沖壓板是焊制不銹鋼水箱的基本單元。不銹鋼水箱參考GB02 S101圖集標(biāo)準(zhǔn)設(shè)計(jì),正常由1000x1000mm、1000x500mm、500x500mm水箱沖壓板及不銹鋼平板組合焊制而成。水箱沖壓板采用性能優(yōu)異的:304-2B、316L、444等不銹鋼板材經(jīng)過剪、沖、壓、折等工藝制作而成,各項(xiàng)指標(biāo)符合國(guó)家行業(yè)相關(guān)水質(zhì)標(biāo)準(zhǔn)和食品衛(wèi)生標(biāo)準(zhǔn)。不銹鋼水箱是為建筑工程、供水系統(tǒng)、消防工程、環(huán)保工程、暖通工程、熱水工程、水處理工程、空調(diào)制冷工程及機(jī)電安裝工程配套的專用供貯水設(shè)備。
安裝工藝流程:
水箱底座焊接(電焊機(jī))→水箱底防銹、防腐處理→標(biāo)準(zhǔn)組合板焊接(氬弧焊機(jī))→ 組合板焊縫檢漏→底板拼接(氬弧焊機(jī))→箱體現(xiàn)場(chǎng)組裝→焊接箱體內(nèi)部加強(qiáng)筋(氬弧焊機(jī))→箱體蓋板拼接(氬弧焊機(jī))→ 水箱焊縫檢漏→按用戶要求開具各功能孔(信號(hào)孔、水溫探頭孔等)→各功能孔檢漏→制作內(nèi)部檢修梯→水箱清潔→水箱檢驗(yàn)→ 合格辦理入庫(或移交):如驗(yàn)收不合格返工后再進(jìn)行檢驗(yàn)。
作業(yè)要求:
1、根據(jù)水箱規(guī)格型號(hào)設(shè)計(jì)要求,在廠內(nèi)采用裝配式水箱模壓塊板材,行劃線,把劃好線的板材送到剪板機(jī)上剪成106×106cm的方塊.板塊剪好后,再剪切四個(gè)角,每個(gè)角切成90。角,再送到液壓機(jī)進(jìn)行模壓成100×100cm和50×50cm的凹凸板塊,凹凸板的翻邊均為90。直角和45。角翻邊,最后用氬弧焊焊接四個(gè)角。
2、材料進(jìn)入現(xiàn)場(chǎng)后,先把模壓的板塊進(jìn)行拼裝組合,采用氬弧焊和電焊相結(jié)合的工藝,根據(jù)水箱尺寸長(zhǎng)×寬×高進(jìn)行焊接,把模壓好的板塊一起組合成水箱的幾大板面或把壓塊按水箱長(zhǎng)寬或高度分幾塊結(jié)合焊接,最后一層一層的向水箱頂部焊接,操作時(shí)根據(jù)施工現(xiàn)場(chǎng)場(chǎng)地施展而定。
3、幾大板面拼裝組合后,應(yīng)做好箱底拼裝焊接準(zhǔn)備,焊接水箱底板時(shí),首先對(duì)好水箱底板尺寸,然后在水箱基礎(chǔ)上面布好底板進(jìn)行焊接,底板焊好后,對(duì)焊縫進(jìn)行火油檢驗(yàn)或目測(cè)檢查,杜絕虛焊、漏焊、脫焊等現(xiàn)象。
4、底板焊好后,進(jìn)行墻板和底板焊接,焊接是先把一面一面的碼好在水箱的底板上,四墻碼好后,把水箱四角壓好的45。壓邊進(jìn)行調(diào)整連接,復(fù)尺一般相對(duì)角不超過2mm,要求在一條直線上,四角要求氬弧焊接,底部和墻面連接處90。直角采用電焊焊接。
5、水箱底部和墻面焊好后,再進(jìn)行頂部和墻面的焊接,邊與邊要求基本在一條水平線上。水箱人孔根據(jù)客戶要求焊接在指定位置上,一般都設(shè)在靠近進(jìn)水孔浮球處。
6、水箱箱體焊好后,接著開進(jìn)水、出水、溢流、排污、消防孔,再進(jìn)行水箱扶梯的焊接。
7、箱體內(nèi)部拉筋,采用不銹鋼板,經(jīng)折角機(jī)折成90。直角角鋼和槽鋼,焊接在水箱內(nèi)部,主要起加強(qiáng)作用防止水箱變形,槽鋼拉筋是用來焊接水箱底部到頂部間的支撐。拉筋焊接是由底部向上50cm處一層,第一層縱橫間距為1m×1m,第二層距離第一層50cm,高度和間距以此類推。墻體與墻體、墻體與底板、墻體與頂板之間用角鋼焊接。
8、水箱焊好后,進(jìn)行焊縫、油檢,把煤油涂在水箱箱體外板塊與板塊之間縫隙處,然后在水箱箱體內(nèi)焊縫處進(jìn)行目測(cè)檢漏,確保水箱不滲漏。
9、油檢后,如水箱沒有滲漏現(xiàn)象,清理水箱內(nèi)部焊渣、雜物,檢查焊接部位有沒有虛焊、漏焊、脫焊等現(xiàn)象。
10、除焊斑。先在焊縫上涂一層除污劑,等15—20分鐘后進(jìn)行清水沖洗,邊沖邊洗刷,直到把焊斑除清為止。
11、水試壓。焊好水箱,各項(xiàng)工作結(jié)束后,對(duì)水箱進(jìn)行注水試壓,檢查水箱四周焊縫,有沒有滲漏或滲水現(xiàn)象,如果沒有則把水箱水放掉在進(jìn)行清洗一遍,以保證水箱里面的水清潔衛(wèi)生。
技術(shù)要求:
一.外觀
水箱外表應(yīng)整潔、光滑,不得有鋒棱、毛刺及明顯的碰撞缺陷。焊縫應(yīng)平整并涂裝飾性覆蓋層 。
二.材料
與水箱接觸的箱體、內(nèi)梯等零部件應(yīng)選用符合《生活飲用水輸配水設(shè)備及防護(hù)材料衛(wèi)生安全評(píng)價(jià)規(guī)范》(2001)衛(wèi)生要求的不銹鋼材質(zhì)(SUS304)。
三.結(jié)構(gòu)
1、水箱要有便于清洗的入孔口,方形入口尺寸不小于500mm×500mm,圓形入口直徑不小于400mm。 水箱蓋應(yīng)牢固的蓋在水箱入孔口上有效容積大于(或等于)4m3時(shí)應(yīng)增設(shè)內(nèi)、外梯。
2、有效容積v(m3):以上水箱的有效容積應(yīng)不低于標(biāo)稱容積的95%,從箱體頂端向下減去150mm后,計(jì)算的容積為有效容積。
3、物理性質(zhì):不銹鋼焊接應(yīng)無燒損、冷裂、漏焊、虛焊等缺陷,焊縫應(yīng)均勻一致。焊縫強(qiáng)度大于等于500Mpa。4、滲水性:注入水的水箱不允許有滲水現(xiàn)象產(chǎn)生。
5、密封性:入水的水箱不允許有漏水的現(xiàn)象發(fā)生。
6、剛度:注水的水箱不得導(dǎo)致水箱發(fā)生明顯的塑性變形。
7、水箱內(nèi)水質(zhì)衛(wèi)生:水箱內(nèi)的水質(zhì)應(yīng)符合《生活飲用水輸配水設(shè)備及防護(hù)材料衛(wèi)生安全評(píng)價(jià)規(guī)范》(2001)的規(guī)定。
四.使用方式
關(guān)閉出水口和排污口,打開進(jìn)水口注入需存儲(chǔ)的液體;注滿后,關(guān)閉進(jìn)水口。需要時(shí)開啟出水口。使用過程中定期沖洗水箱內(nèi) 部,開啟排污口排除的雜質(zhì),保證水質(zhì)清潔。支架的材質(zhì):Q235組裝要求:設(shè)計(jì)結(jié)構(gòu)合理,穩(wěn)定牢固。 |